


BESCHREIBUNG:
Unterpulver-Fülldraht aus niedriglegiertem Stahl
KATEGORIE:
AWS A5.23: ECM4 Submerged Arc Solid Wire ist ein niedriglegierter, metallgefüllter Verbunddraht für das Unterpulverschweißen in Anwendungen mit hohen Festigkeitsanforderungen. AWS A5.23: ECM4 erfüllt die chemische Anforderung AWS A5.23 M4 und ist für Zugfestigkeiten über 110 ksi ausgelegt.
HAUPTANWENDUNG:
Ein- und Mehrlagen-Schweißverfahren mit dem empfohlenen Unterpulverlichtbogenpulver, hochfeste niedriglegierte Stähle, vergütete Stähle, Bauteile für schwere Maschinen, Konstruktionsbauteile, Schiffsrümpfe, Stahlguss, Kessel und Druckbehälter
HSLA- und Q&T-Stähle
Strukturfertigung
Fertigung von Hubinseln
Rahmen für schwere Ausrüstung
Kranbalken
MERKMALE:
Metallkerndrähte können im Vergleich zu Massivdrähten bei vergleichbaren Stromstärken verbesserte Abscheidungsraten bieten.
Metallgefüllte Drähte bieten im Vergleich zu Massivdrähten bei vergleichbaren Schweißparametern ein breiteres Einbrandprofil.
Sehr hochfeste Schweißnaht mit ausgezeichneter Tieftemperaturzähigkeit im Schweißzustand
Die Anforderungen an die chemische Zusammensetzung des Schweißguts sind identisch mit denen von EM4-Massivdrähten.
AWS-KLASSIFIZIERUNGEN:
| Mit Flux | Zustand | Spezifikationen | Klassifizierung (US-amerikanische Maßeinheiten) | Klassifizierung (SI-Einheiten) |
| SWX 150 | Schweißzustand | A5. 23/A5 23M | F11A10-ECM4-M4 | F76A7-ECM4-M4 |
| Mit Flux | %C | % Mn | %Si | %P | %S | % Cu | % Cr | % Ni | % Mo | %TI+V+Zr |
| SWX 150 | 0,06 | 1,45 | 0,27 | 0,012 | 0,010 | 0,06 | 0,31 | 2,25 | 0,47 | 0,02 |
TYPISCHE CHEMISCHE ZUSAMMENSETZUNG VON DRAHT:
| Mit Flux | Diffusionsfähiger Wasserstoff |
| SWX 150 | 7,5 ml/100 g |
TYPISCHE MECHANISCHE EIGENSCHAFTEN:
| Mit Flux | Zustand | Zugfestigkeit | Streckgrenze | Dehnung in % auf 2" (50 mm) |
| SWX 150 | Schweißzustand | 113 ksi (779 MPa) | 106 ksi (731 MPa) | 20 % |
| PWHT* | 104 ksi (717 MPa) | 97 ksi (669 MPa) | 8% |
TYPISCHE CHARPY-V-KERB-SCHLAGWERTE:
| Mit Flux | Zustand | Durchschnittswert bei -60°F (-50°C) | Durchschnittswert bei -80°F (-60°C) | Durchschnitt bei -100°F (-70°C) |
| SWX 150 | Schweißzustand | 55 ft-lbs (75 J) | 60 f-bs (81 J) | 45 f-Ibs (61 J) |
| PWHT* | 57 f-lbs (77 J) | 45 ft-lbs (61 J) | — |
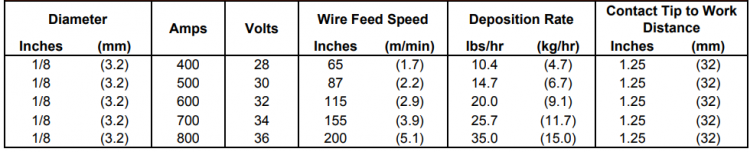
TYPISCHE BETRIEBSPARAMETER:
Verwandte Produkte
-

E7018-1H4 Schweißelektrode mit niedrigem Wasserstoffgehalt
-
AWS ERCU Kupferlegierungs-Schweißdraht Messingschweißdraht...
-

Schweißdraht aus Edelstahl E308L-17
-

E71T-1C/1M-PLUS A5.20, Fülldrahtelektrode aus Kohlenstoffstahl ...
-

AWS ER309LSi Edelstahl-Schweißdraht MIG a...
-

Schweißelektrode AWS A5.4 E310Mo-16 Edelstahl ...